螺纹是一种至关重要的机械连接方法,在机械制造中有着广泛的应用。螺纹表面的精度和加工效率对产品质量和生产效率有着重大影响。螺纹铣削是一种常见的加工技术,能够实现螺纹表面的高精度和高效加工。本文将介绍螺纹铣削的基本原理、加工工艺和常用方法,以及不同方法的优缺点和适用范围。
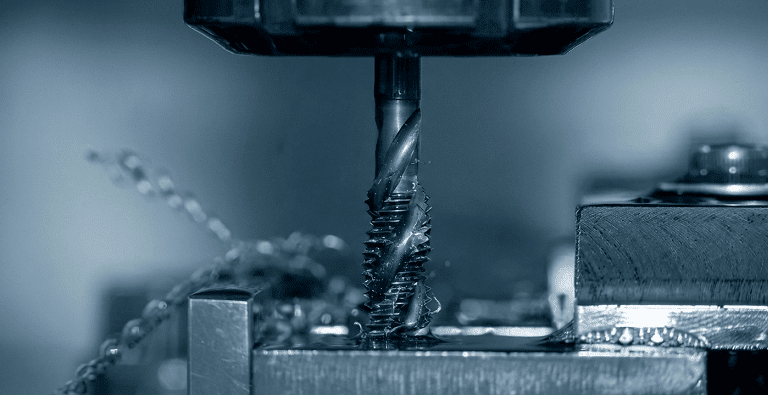
螺纹铣削涉及用铣削刀具切削工件材料,以形成与刀具螺距相匹配的螺纹表面。切削过程类似于传统的铣削,主要涉及切削力的产生、切削热和切屑的形成。在螺纹铣削过程中,必须根据工件材料和切削条件适当选择刀具的进给速度和主轴速度,以确保加工质量和效率。
螺纹铣削工艺流程包括工件夹紧、切削参数设置、切削过程控制和加工检查。夹紧工件时,确保其稳定、牢固地固定,与机床坐标轴对齐。设置切削参数需要根据工件材料、刀具和切削条件(包括进给率、主轴速度和切削深度)进行合理选择。控制切削过程对于确保加工精度和效率至关重要。这涉及正确调节刀具的进给速度和转速,以防止切削过程中的振动和冲击。后处理检查需要进行公关
对工件进行精度检查和表面质量评估,以验证加工结果是否符合规范。

1.单齿铣削方法:
这是简单的螺纹铣削技术之一。在切削过程中,只有一个齿接触工件,导致进给速度低。单个齿上的集中切削力会导致振动和刀具损坏。然而,小的切削面积能够实现高加工精度,使其适用于需要高精度的螺纹。
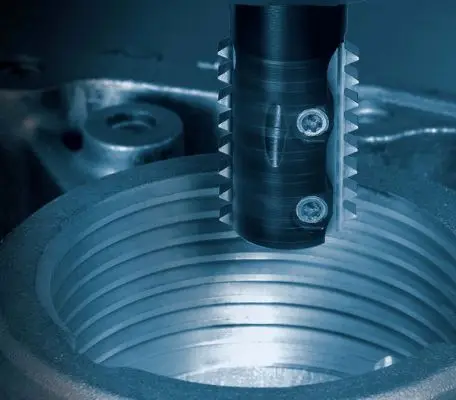
2.多齿连续铣削方法:
这是一种常用的螺纹铣削技术。在切割过程中,多个齿同时与工件啮合,从而实现了更高的进给速度。切削力分布在多个齿上,在提高效率的同时减少振动和冲击。然而,较大的切削面积导致相对较低的加工精度。它适用于需要高生产效率的螺纹部件。
3.倒角刀具连续铣削方法:
这种方法在切割过程中使用倒角工具。倒角工具具有切削刃和倒角刃的特点,可同时进行螺纹切削和倒角。它适用于需要在螺纹表面进行倒角的工件,减少了加工步骤和工时。
单齿铣削的主要优点是其高加工精度,使其适用于精度要求严格的螺纹工件。其缺点包括加工效率低、易受振动和刀具损坏。多齿连续铣削的主要优点是其高加工效率,使其适用于需要高生产率的螺纹工件。其缺点包括相对较低的加工精度和较大的切削面积。连续倒角铣削的主要优点是螺纹和倒角加工同时进行,减少了加工步骤和工时。其缺点是倒角刀具的成本较高,适用性有限。
与传统的螺纹加工方法相比,螺纹铣削具有以下优点:
③ 加工效率高:螺纹铣削通常采用高速铣床,可实现快速加工速度,显著缩短加工时间。
② 高加工精度:螺纹铣削在一个过程中完成多个加工操作,[敏感词]限度地减少重复定位误差,提高加工精度。
③ 卓越的表面光洁度:在螺纹铣削过程中,较小的铣刀产生较低的切削力,从而获得更好的表面质量。
④ 灵活性高:螺纹铣削可以根据需要生产各种螺纹类型,适用于加工多种材料。
螺纹铣削过程中经常出现以下问题:
1.质量差
由于硬度不符合规格或加工过程中刀具过度磨损,一些零件在加工后表现出不合格的加工质量。
2.重大偏差
由于各种因素,主要是锥度变化,会出现较大的加工偏差。为了防止实际生产中出现此类问题,必须彻底调整工艺参数。
3.刀具寿命短
在螺纹加工过程中,切削刀具容易受到工件材料的摩擦、磨损和切削力的影响,导致使用寿命相对较短。提高刀具材料硬度和加强中间加工工艺是必要的。
4.过程控制不合理
不适当的工艺控制可能会导致工件在加工后持续变形,导致成品尺寸不准确。
螺纹铣削通常用于需要精密螺纹的工艺,包括航空航天,汽车船舶、机械制造和模具制造业。近年来,随着制造业的快速发展和技术的不断进步,螺纹铣削逐渐扩展到更多的领域。
主要由锥度变化引起的重大加工偏差需要彻底调整工艺参数,以防止在实际生产过程中出现此类问题。
螺纹铣削是一种广泛使用的加工方法,能够在螺纹表面加工中实现高精度和高效率。本文概述了螺纹铣削的基本原理、加工流程和常用方法,比较了各种方法的优缺点和适用性。根据特定的工件要求和加工条件选择合适的螺纹铣削方法对于确保加工质量和提高生产效率至关重要。实际应用需要综合考虑加工精度、加工效率和刀具成本等因素,以确定合适的加工方法。






地址
中国深圳市宝安区沙井街道沙井社区万乐路恒昌荣科技园A栋101室,邮编 518104




